









Navigation
Quality Assurance
Quality lies at the core of everything we deliver, ensuring reliability you can count on.
Trust Zhongxin Green Energy to consistently exceed expectations, every time.
Committed to Providing the Most Reliable and Efficient Hybrid Inverter Solutions
To ensure the highest quality, we implement rigorous control measures at every stage of production. Our comprehensive quality assurance system covers every detail, from raw material selection to after-sales service, ensuring that our customers receive products of the utmost quality.
Strict Quality Control Process
Comprehensive and Whole Process Quality Control
ISO Test

ISO functionality Test is designed to test insulation and electric leakage for safety regulations in various countries.The samples are in grid-tied simulation during the test to guarantee product safety.
100% Burn-in Test

8-hour aging test will be operated on the product samples under the enclosed humid environment where it faces a 50 degree celesius environment.Ensuring the ZhongXin inverter will maintain it's maximum performance without failure.
ATE Test
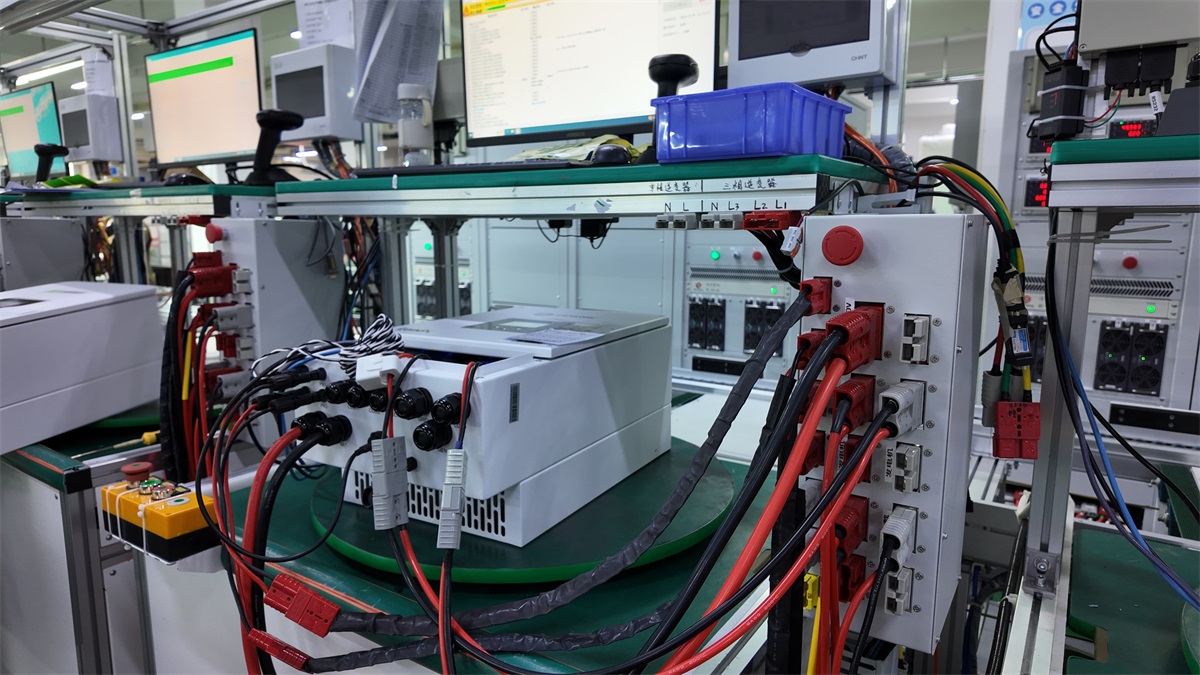
Before packaging, each inverter undergoes a final ATE (Automatic Test Equipment) test, where every unit is automatically tested for functionality, electrical performance, and safety parameters, ensuring that all components meet the highest standards.
Incoming Inspection

All incoming raw materials are sampled and inspected according to the IS09001 standard at a certain ratio.Any defective sample components will be rejected along with the entire batch of products.
FCT Test

Before entering production,we conduct rigorous Functional Circuit Testing (FCT)to ensure product quality and verify that each unit meets the highest performance standards.
Applying a Three-Proof Coating

The three-proof coating is applied strictly according to requirements to ensure long-term durability and stable performance of the product in harsh environments such as butdoor or industrial settings.
ISO Test
ISO functionality Test is designed to test insulation and electric leakage for safety regulations in various countries.The samples are in grid-tied simulation during the test to guarantee product safety.
100% Burn-in Test
8-hour aging test will be operated on the product samples under the enclosed humid environment where it faces a 50 degree celesius environment.Ensuring the ZhongXin inverter will maintain it's maximum performance without failure.
ATE Test
Before packaging, each inverter undergoes a final ATE (Automatic Test Equipment) test, where every unit is automatically tested for functionality, electrical performance, and safety parameters, ensuring that all components meet the highest standards.
Incoming Inspection
All incoming raw materials are sampled and inspected according to the IS09001 standard at a certain ratio.Any defective sample components will be rejected along with the entire batch of products.
FCT Test
Before entering production,we conduct rigorous Functional Circuit Testing (FCT)to ensure product quality and verify that each unit meets the highest performance standards.
Applying a Three-Proof Coating
The three-proof coating is applied strictly according to requirements to ensure long-term durability and stable performance of the product in harsh environments such as butdoor or industrial settings.
Interested In Our Offer?
Submit this form and our sales representative will contact you soon.
Copyright © 2024 Shenzhen Zhongxin Green Energy Technology Co., Ltd.